ЦЕНТРАЛЬНАЯ ДИРЕКЦИЯ ИНФРАСТРУКТУРЫ – ФИЛИАЛ ОАО «РЖД»
ДИСТАНЦИЯ ПУТИ (ИНФРАСТРУКТУРЫ)
ТИПОВОЙ КОНСПЕКТ ПО ВЫПОЛНЕНИЮ ПРОФИЛЬНОЙ ШЛИФОВКИ ОСТРЯКОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ
51631360 (код наименования работы в ЕАСД)
Текущее содержание пути
УТВЕРЖДАЮ
Главный инженер
Управления пути и сооружений
Центральной дирекции инфраструктуры —
филиала ОАО «РЖД» Д.Н. Бурков
«28» октября 2019 г.
РАЗРАБОТАНО
Начальник отделения
пути и путевых машин ПКБ И –
филиала ОАО «РЖД» М.А.Маркин.
Оглавление
- Общие положения.
- Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
2.1. Расстояния до проектных сечений.
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
2.6. Форма боковой рабочей грани головки остряка.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
2.8. Прямолинейность поверхности катания головки остряка.
- Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
- Технология выполнения работ по шлифовке остряков стрелочных переводов.
4.1. Подготовительные работы.
4.2. Шлифовка верха головки остряка.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
4.5. Итоговый профиль головки остряка.
4.6. Формирование отвода понижения головки остряка.
- Порядок выполнения работ по переносу острия остряка.
- Периодичность работ по осмотру и измерению износа стрелочных переводов.
- Требования по технике безопасности при производстве работ по шлифовке.
- Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения.
9.2. Механизмы.
- Контрольные вопросы.
- Нормативные документы.
Настоящий конспект разработан для выполнения шлифовки остряков стрелочных переводов типа Р50 и Р65, изготовленных в соответствии с требованиями ГОСТ 33535-2015, согласованной и утвержденной в установленном порядке конструкторской документации и контроля геометрических параметров износа рамных рельсов и остряков до и после шлифовки.
Конспект разработан с учетом применения для шлифовки только механизированного путевого инструмента: шлифовального станка МС-3 (рисунок 23), станка 2152 (рисунок 24) и электрошлифовалкой МРШ-3 (рисунок 25). Возможно применение аналогичных станков.
Шлифовка элементов стрелочных переводов рельсов позволяет увеличить срок их службы и обеспечивает безопасное движение поездов по стрелочным переводам.
- Требования к остряку, его положению относительно рамного рельса и порядок контроля до и после шлифовки.
Целью шлифовки остряков является обеспечение укрытия острия остряка, а также приведение к нормативным значениям понижение остряка относительно изношенного рамного рельса и угла наклона рабочей грани остряка.
2.1. Расстояния до проектных сечений.
Контроль остряка и его положения относительно рамного рельса производится по проектным сечениям, где ширина головки остряка по верху составляет 5, 10, 15, 20 и 50 мм. Расстояния от острия остряка до проектных сечений представлены в таблице 1.
Таблица 1
| Стрелочный перевод | Вид остряка | Расстояние от острия остряка до проектных сечений, мм | |||||
| Тип | Марка | Сечения острия остряка, мм | |||||
| 5 | 10 | 15 | 20 | 50 | |||
| Р65 | 1/22 | Прямой | 768 | 1536 | 2304 | 3072 | 7680 |
| Криволинейный | 1208 | 2153 | 3042 | 3884 | 8251 | ||
| 1/18 | Прямой | 547 | 1094 | 1640 | 2187 | 5470 | |
| Криволинейный | 878 | 1642 | 2327 | 2953 | 5989 | ||
| 1/11 и 1/9 | Прямой | 327 | 654 | 981 | 1309 | 3273 | |
| Криволинейный | 563 | 1034 | 1448 | 1821 | 3589 | ||
| 1/11 для кривых участков пути на железобетоне | Прямой (основного пути) | 667 | 1196 | 1646 | 2042 | 3881 | |
| Криволинейный (бокового пути) | 323 | 962 | 1475 | 1920 | 3875 | ||
| Р50 | 1/11 и 1/9 | Прямой | 280 | 560 | 840 | 1120 | 2800 |
| Криволинейный | 399 | 760 | 1093 | 1404 | 2964 | ||
| Стрелочный перевод | Вид остряка | Расстояние от острия остряка до проектных сечений, мм | |||||
| Тип | Марка | Сечения острия остряка, мм | |||||
| 5 | 10 | 15 | 20 | 50 | |||
| Р65 Р50 | 1/9 перекрестный | Прямой | 197 | 394 | 591 | 789 | 1972 |
| Криволинейный | 339 | 651 | 939 | 1209 | 2582 | ||
| Р65 | 1/6 горочный | Криволинейный | 197 | 379 | 561 | 742 | 1715 |
| Р50 | 1/6 горочный | Криволинейный | 196 | 379 | 562 | 745 | 1709 |
Расстояния от острия остряка до проектных сечений измеряются рулеткой (рисунок 22).
2.2. Вертикальный и боковой износ остряков и рамных рельсов.
Вертикальный износ рамных рельсов и остряков не должен превышать значений, представленных в таблице 2.
Таблица 2
| Тип стрелочного перевода | Главные пути при скорости, км/час | Главные пути при скорости движения 40 км/час и менее
и приемо-отправочные пути |
Станционные, подъездные и прочие пути | ||||
| 121-200 | 101-120 | 81-100 | 61-80 | 41-60 | |||
| Р65 | 5 | 6 | 8 | 9 | 9 | 10 | 12 |
| Р50 | — | 5 | 8 | 8 | 8 | 9 | 10 |
Боковой износ рамных рельсов вне пределов острия и остряков вне пределов боковой строжки не должен превышать значений, представленных в таблице 3.
Таблица 3
| Тип стрелочного перевода | Главные пути при скорости, км/час | Главные пути при скорости движения 40 км/час и менее
и приемо-отправочные пути |
Станционные, подъездные и прочие пути | ||||
| 121-200 | 101-120 | 81-100 | 61-80 | 41-60 | |||
| Р65 | 5 | 6 | 8 | 8 | 8 | 8 | 11 |
| Р50 | — | 6 | 8 | 8 | 8 | 8 | 11 |
Боковой износ рамных рельсов в острие остряка не должен превышать значений, представленных в таблице 4.
Таблица 4
| Тип стрелочного перевода | Главные пути при скорости, км/час | Главные пути при скорости движения 40 км/час и менее и приемо – отправочные пути | Станционные, подъездные и прочие пути | ||||
| 121-200 | 101-120 | 81-100 | 61-80 | 41-60 | |||
| Р65 | 5 | 6 | 6 | 6 | 6 | 6 | 61 |
| Р50 | — | 6 | 6 | 6 | 6 | 6 | 6 |
1При износе более указанной для данной скорости, скорость движения поездов ограничивается до величины, соответствующей износу, а при износе более указанной для главных путей – движение закрывается.
Для указанных градаций допустимый износ может быть увеличен до значений, допустимых вне пределов острия остряка, при условии обеспечения выполнения требований к взаимному положению остряка и рамного рельса, контролируемых шаблоном КОР (рисунок 16).
Вертикальный износ рамных рельсов контролируется с помощью штангенциркуля путевого модели ПШВ (рисунок 17) или скобы для измерения износа рельсов модели 08601 (рисунок 18) в наиболее изношенном месте по оси его головки.
Вертикальный износ остряков контролируется с помощью штангенциркуля путевого модели ПШВ в наиболее изношенном месте по оси его головки в сечении, где ширина ее составляет 50 мм и более.
Боковой износ рамных рельсов контролируется штангенциркулем путевым модели ПШВ у острия остряков и в наиболее изношенном месте и определяется как разность новой и изношенной ширины головки на уровне 13 мм ниже поверхности катания.
Проектные значения высоты рамного рельса и ширины головки, учитываемые при измерении вертикального и бокового износа рамных рельсов с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 5.
Таблица 5
| Параметр | Тип рамного рельса | |
| Р50 | Р65 | |
| Высота рамного рельса | 152 | 180 |
| Ширина головки рамного рельса | 69,6* | 72,25* |
* Расчетные размеры ширины головки для проведения измерений на уровне 13 мм от поверхности катания колеса
Проектные значения высоты остряков в сечении, где ширина головки составляет 50 мм и более (до начала выпрессовки под полнопрофильный рельс), учитываемые при измерении вертикального износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 6.
Таблица 6
| Параметр | Тип остряка | |
| Р50 | Р65 | |
| Высота остряка | 112 | 140 |
Боковой износ остряков контролируется штангенциркулем путевым модели ПШВ вне пределов боковой строжки.
Проектные значения ширины головки остряка вне пределов боковой строжки, учитываемые при измерении бокового износа с использованием штангенциркуля путевого модели ПШВ, представлены в таблице 7.
Таблица 7
| Ширина головки остряка, мм | Тип рамного рельса | |
| ОР 50 | ОР 65 | |
| Несимметричного | 65,0 | 68,4 |
| Симметричного | 70,0 | 72,6 |
2.3. Понижение верха головки остряка относительно верха головки и остроганной части изношенного рамного рельса.
В продольном направлении головка остряка должна иметь плавное понижение к острию без образования обратных уклонов (рисунок 1).
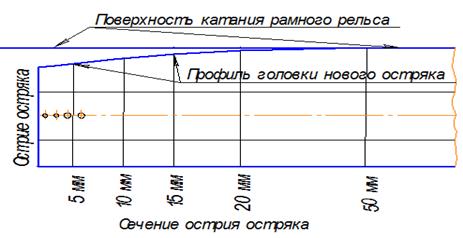
Рисунок 1. Продольный профиль головки остряка
Величина понижения не должна превышать значений, указанных в таблице 8.
Таблица 8
| Ширина головки остряка по верху, мм | Острие остряка | 5 | 10 | 15 | 20 | 50 |
| Понижение верха головки остряка в эксплуатации, мм | Не более 27 | Не более 21 | 11 … 15 | 6 … 10 | 4 … 6 | До 2 мм,
не более |
| Понижение верха головки остряка проектное, мм | 25 | 17 | 13 | 9 | 5 | 0 |
Понижение верха головки остряка относительно верха головки рамного рельса контролируется путевым шаблоном модели 08809 (рисунок 19) в сечениях от острия остряка до сечения 20 мм или штангенциркулем путевым модели ПШВ (только в сечении 50 мм).
Для проведения измерений путевым шаблоном модели 08809 необходимо, чтобы остряк был прижат к рамному рельсу.
Для проведения контроля путевой шаблон устанавливают, как показано на рисунке 2, опускают наконечник каретки до касания с верхней частью рабочей грани остряка и по шкале на наконечнике напротив риски на корпусе каретки снимают показания понижения верха головки остряка относительно верха головки рамного рельса с округлением до ближайшего целого значения. Для изображенного случая величина понижения остряка составляет 5 мм.
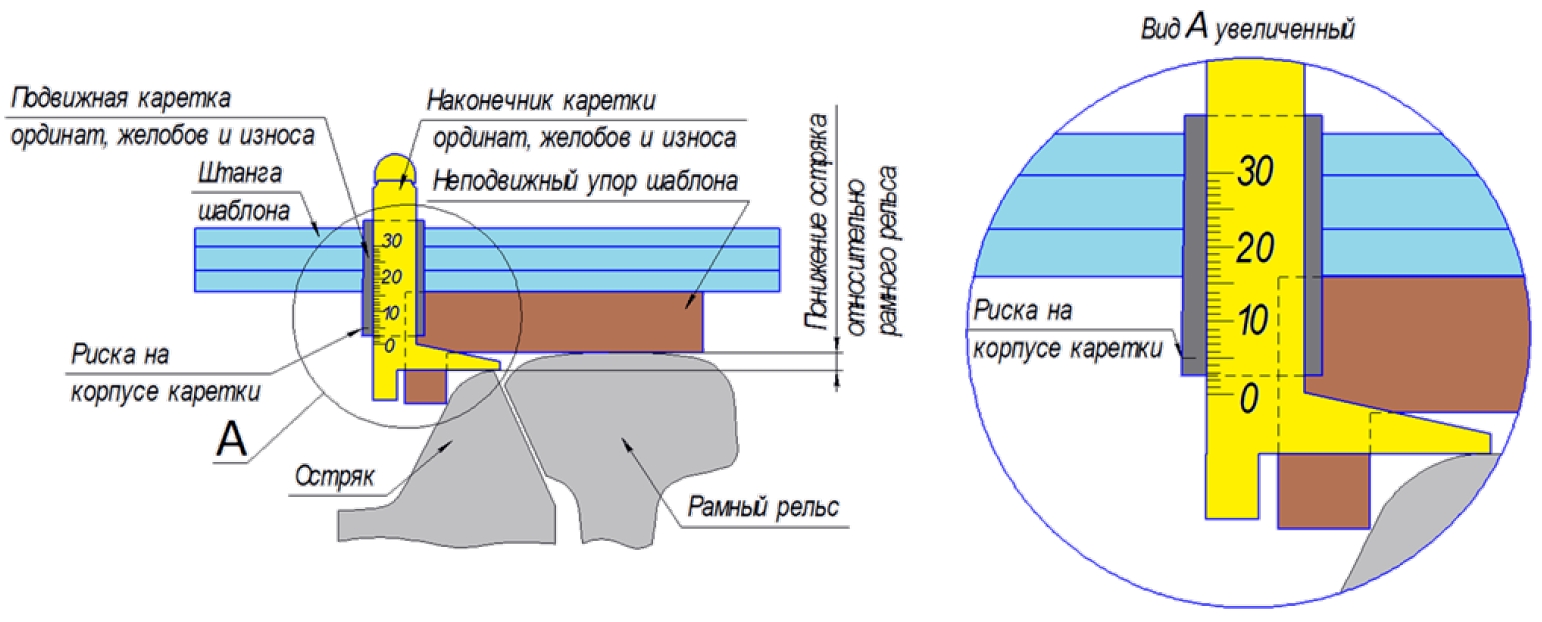
Рисунок 2. Контроль понижения верха головки остряка относительно верха головки рамного рельса
2.4. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка универсальным шаблоном.
Взаимное положение контролируется универсальным шаблоном модели 00316 (далее шаблон КОР).
Рабочая грань шаблона КОР должна касаться только боковой грани рамного рельса. Между боковой рабочей гранью остряка и шаблоном КОР или профильной планкой должен быть зазор.
Измерение производится в двух контрольных точках, в острие остряка и на расстоянии:
— 450 мм от него для стрелок марки 1/22;
— 350 мм – для стрелок марки 1/18;
— 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9;
— 120 мм – для симметричных стрелок марки 1/6 и перекрестных переводов марки 1/9.
Для выполнения требований шаблона КОР подлежат шлифовке следующие дефекты:
— наплывы на головке рамного рельса в сторону остряка величиной более 3 мм;
— наплывы металла на нерабочей грани остряка в сторонурамного рельса величиной более 3 мм;
— выкрашивание по верху головки остряка глубиной более 3 мм;
— горизонтальные уступы от бокового износа на рабочей грани остряка более 3 мм с плавным переходом к нешлифуемой части головки остряка.
На участке от острия остряка до его сечения 5 мм верх головки остряка должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 3).
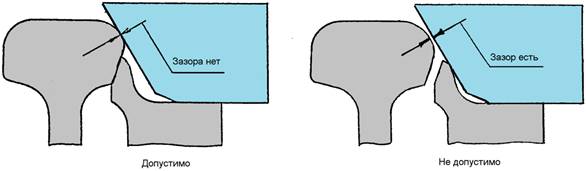
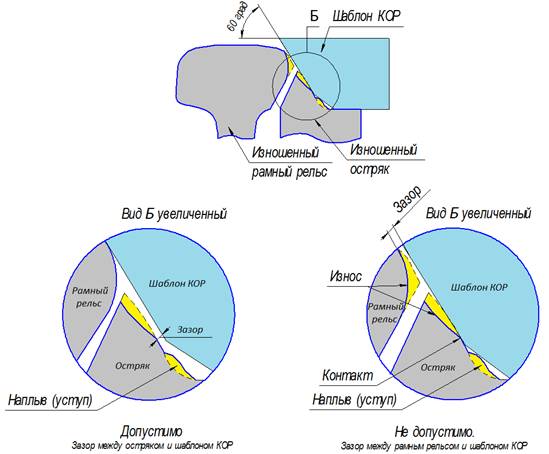
Рисунок 3. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка с использованием шаблона КОР
2.5. Взаимное положение рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм.
Взаимное положение контролируется путевым шаблоном модели 08809.
Для проведения контроля путевой шаблон устанавливается, как показано на рисунке 4, опускают вниз до упора профильную планку и подводят ее до касания с боковой рабочей поверхностью головки остряка.
Контакт профильной планки с рабочей гранью остряка допускается в месте нанесения риски на планке или выше нее. Между нижней частью планки (ниже риски) и рабочей грани остряка должен быть зазор.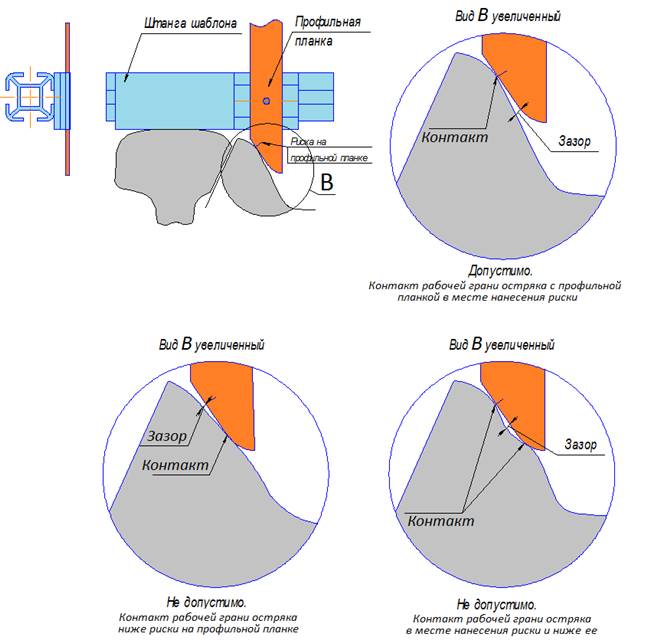
Рисунок 4. Контроль взаимного положения рамного рельса и боковой рабочей поверхности головки остряка от сечения 5 до сечения 20 мм с использованием путевого шаблона модели 08809
2.6. Форма боковой рабочей грани головки остряка.
На участке от острия остряка до проектного сечения его головки
5 мм верх головки остряка после шлифовки должен иметь острую вершину, а угол наклона боковой рабочей грани не менее 60° (рисунок 5). Форма боковой рабочей грани головки остряка контролируется шаблоном КОР или путевым шаблоном модели 08809.
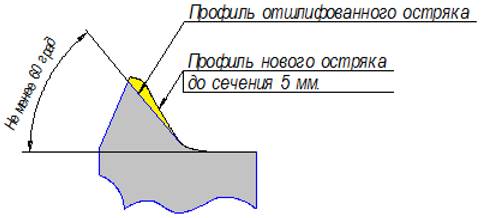
Рисунок 5. Профили нового и отшлифованного остряков на участке от острия остряка до сечения его головки 5 мм
На участке проектного сечения головки от 5 мм до 20 мм верх головки остряка после шлифовки должен иметь сопряжение с боковой рабочей гранью скруглением или фаской под углом 45° (рисунок 6). Форма боковой рабочей грани головки остряка контролируется путевым шаблоном модели 08809.
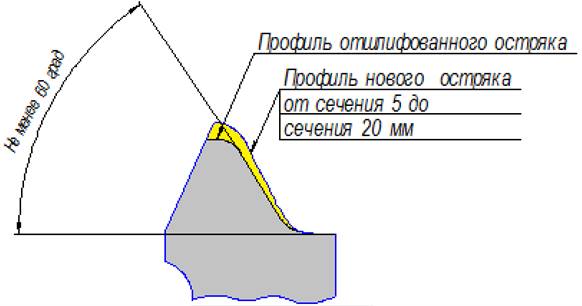
Рисунок 6. Профили нового и отшлифованного остряков на участке сечения его головки от 5 до 20 мм
Форма верха головки остряка до и после шлифовки контролируется при прижатом к рамному рельсу остряке.
2.7. Уступы, смятия и выкрашивания на боковой рабочей грани головки остряка.
На участке от острия остряка до сечения головки по верху 20 мм не должно быть уступов, смятий и выкрашиваний глубиной более 3 мм на боковой рабочей грани головки остряка.
Уступы и выкрашивания контролируются с использованием универсального путевого шаблона модели 00316. Смятие остряков контролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова, рисунок 21) или с помощью метровой металлической линейки.
Для проведения контроля шаблон (приспособление) устанавливается вертикально на головку остряка вдоль его оси в месте наибольшей неисправности (рисунок 7 — установка шаблона 00316 при контроле выкрашивания). Для изображенного случая величина выкрашивания остряка составляет 8 мм.
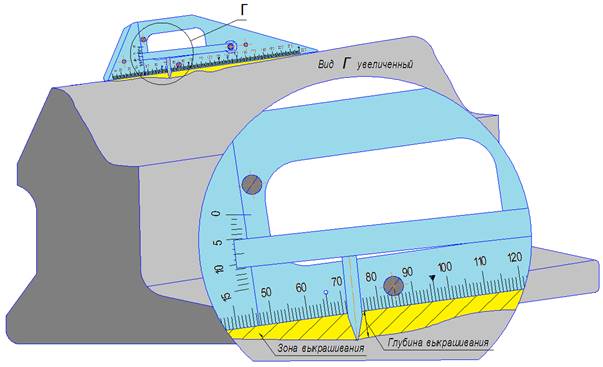
Рисунок 7. Установка универсального путевого шаблона КОР модели 00316 на поверхность катания головки остряка на участке от острия остряка до сечения головки по верху 20 мм при контроле выкрашивания
Запрещается эксплуатировать стрелочный перевод, у которого протяженность зоны выкрашивания остряка составляет:
- 200 мм и более — на главных путях;
- 300 мм и более — на приемо — отправочных путях;
- 400 мм и более — на прочих станционных путях.
Протяженность зоны выкрашивания остряка измеряется рулеткой.
2.8. Прямолинейность поверхности катания головки остряка.
Прямолинейность поверхности катания головки остряка после шлифовки, измеренная на базе 1 метр, не должна превышать 1 мм.
Прямолинейностьконтролируется с использованием приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова) или метровой металлической линейкой.
Для проведения контроля приспособление устанавливается вертикально на головку остряка вдоль его оси (рисунок 8 — установка приспособления при контроле прямолинейности поверхности катания головки остряка после шлифовки).
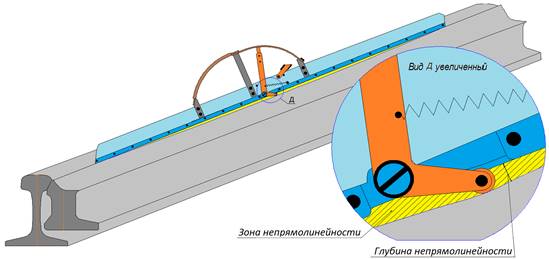
Рисунок 8. Установка приспособления модели 82904 при контроле прямолинейности поверхности катания головки остряка после шлифовки
3. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса.
Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги (рисунок 9).
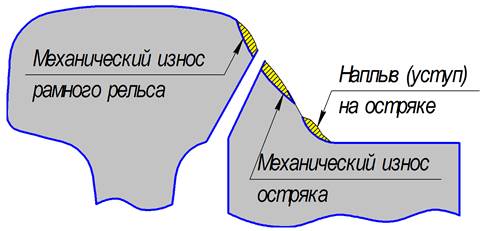
Рисунок 9. Износ остряка и рамного рельса на участке от острия до первой стрелочной тяги
Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм (рисунок 10).
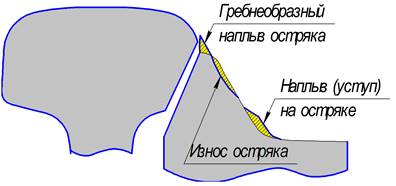
Рисунок 10. Износ остряка на участке от первой стрелочной тяги до сечения остряка 20 мм
4. Технология выполнения работ по шлифовке остряков стрелочных переводов.
Все работы, приведенные в этом разделе, выполняются только при начальном износе острия остряка, когда имеется запас по износу и понижению остряка относительно рамного рельса до их предельно допустимых значений.
Шлифовка может выполняться неоднократно до тех пор, пока не достигнуты предельно допустимые значения износа и понижения остряка относительно рамного рельса.
На стрелочных переводах, лежащих в главных и приемоотправочных путях и станционных путях лежащих в маршруте следования пассажирских и пригородных поездов, работы по профильной шлифовке остряков выполняются специализированными бригадами под руководством не ниже ПЧЗ, ПЧГ. На прочих путях по должности не ниже ПЧУ. Работы по устранению накатов с нерабочей грани остряка и рабочей грани рамного рельса на всех путях производится по должности не ниже ПЧУ, согласно телеграмме ЦЗ ЦДИ Г.Ф.Верховых № ИСХ-38/ДП от 19.08.2018 г.
4.1. Подготовительные работы.
Закрыть для движения стрелочный перевод!
Первое – измеряется боковой износ остряков. Если боковой износ равен или превышает предельно допустимый, то такой остряк шлифовке не подлежит.
Второе – приводится к нормативной величине провисание остряка на башмаке.
Третье – разметка проектных сечений остряков. Для этого тонким мелом или маркером на поверхности катания рамного рельса или остряка наносятся отметки, соответствующие расстояниям от острия остряка до проектных сечений (таблица 1).
Четвертое – при прижатом к рамному рельсу остряке в острие и в проектных сечениях головки 5, 10, 15, 20 мм измеряется и записывается понижение остряка относительно рамного рельса.
Пятое – оценивается целесообразность проведения шлифовки. Величина понижения остряка по каждому сечению не должна превышать значений, указанных в таблице 8, а износ остряка вне пределов боковой строжки не должен превышать значений, указанных в таблице 3.
Если хотя бы в одном проектном сечении понижение остряка превышает максимально допустимое значение (рисунок 11), то такой остряк проверяется на возможность шлифовки с переносом острия. В случае невозможности или нецелесообразности шлифовки остряка с переносом острия порядок его замены определяется начальником дистанции пути (инфраструктуры).
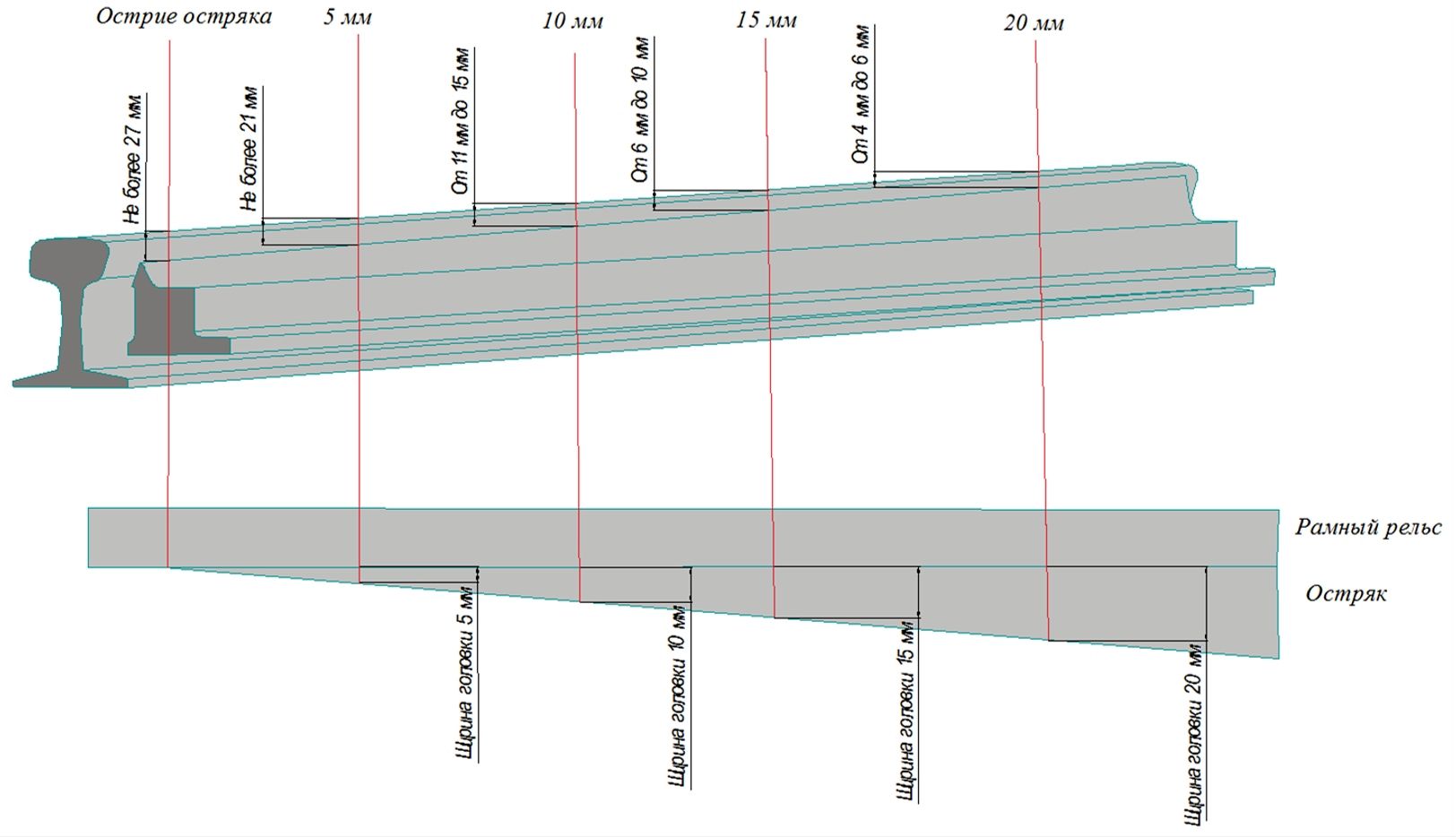
Рисунок 11. Понижение остряка относительно рамного рельса в проектных сечениях
Шестое – остряк от рамного рельса отводится, между ними устанавливается деревянный вкладыш.
Седьмое – на стороне остряка, обращенной к рамному рельсу, в острие остряка и проектных сечениях головки 5, 10, 15, 20 мм наносятся отметки максимального (таблица 8) понижения остряка относительно рамного рельса.
Восьмое – с помощью металлической линейки (рисунок 20) отметки между собой соединяются, образуя область возможной шлифовки остряка.
Девятое – определяется целесообразность проведения шлифовки при наличии выкрашиваний. Шлифовка проводится, если выкрашивания (с учетом зашлифовки выкрашенной части) находятся в пределах области шлифовки. Если выкрашивания находятся ниже области шлифовки, то такой остряк проверяется на возможность шлифовки с переносом острия.
Десятое – внутри области шлифовки проводится линия, максимально близкая к проектным значениям понижения остряка (рисунок 12).
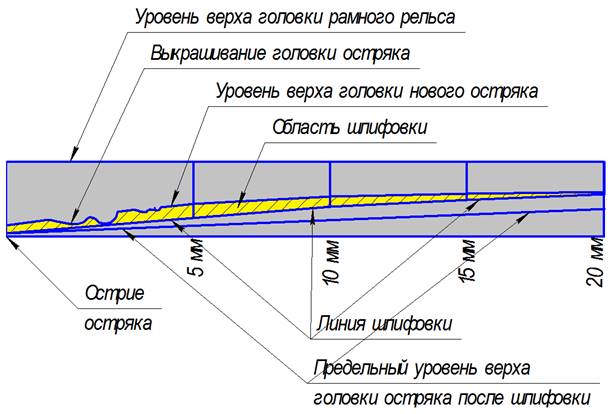
Рисунок 12. Проведение линии шлифовки
4.2. Шлифовка верха головки остряка.
Удаляется гребнеобразный наплыв или выкрашивание. Шлифуется верх головки остряка до линии шлифовки.
4.3. Шлифовка боковой поверхности головки остряка на участке от острия остряка до сечения 5 мм.
Шлифуется рабочая грань остряка под углом не менее 60°. Одновременно удаляются наплывы (ступеньки) и формируется профиль остряка на участке от острия до сечения 5 мм.
4.4. Формирование профиля остряка на участке от сечения головки 5 мм до 20 мм.
Снимается фаска между горизонтальной поверхностью головки и рабочей гранью остряка под углом 45° или формируется закругление.
4.5. Итоговый профиль головки остряка.
Профиль головки остряка, полученный после шлифовки верха головки, боковой поверхности и формирования профиля представлен на рисунках 5 и 6.
4.6. Формирование отвода понижения головки остряка.
Формируется за сечением остряка 20 мм плавное повышение головки остряка в сторону корня на расстоянии не менее 200 мм.
5. Порядок выполнения работ по переносу острия остряка.
Работа выполняются при понижении острия остряка относительно рамного рельса больше 27 мм. Предварительно производится шлифовка остряка по технологии, приведенной в разделе 6.
На участке до первой стрелочной тяги определяется сечение остряка, в котором понижение его относительно рамного рельса составляет не более
25 мм. В найденном сечении формируется новое острие остряка.
Шлифуется участок головки остряка от фактического острия до нового острия таким образом, чтобы понижение этого участка относительно верха головки рамного рельса составило более 45 мм с переходом к новому острию (рисунок 13).
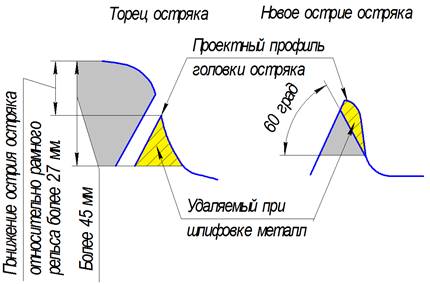
Рисунок 13. Форма головки остряка проектная и после шлифовки с переносом острия
Радиус перехода определяется радиусом шлифовального круга (рисунок 14).
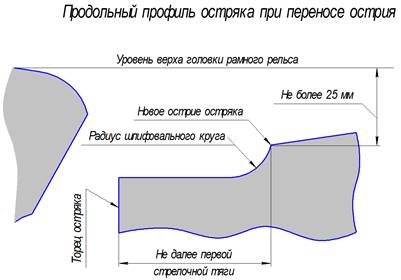
Рисунок 14. Продольный профиль поверхности остряка после шлифовки с переносом острия
Формируется плавное сопряжение нового острия с боковой необработанной частью головки остряка на расстоянии не менее 100 мм.
При переносе острия должны соблюдаться все требования, изложенные в разделе 2, по взаимному положению и форме головок рамного рельса и остряка.
Для уменьшения объемов шлифовки перенос острия должен производиться на минимальное расстояние от торца рельса в пределах зоны контроля шаблоном КОР.
При наличии смятия головки у острия новое острие принимается в конце зоны смятия.
Расстояния до проектных сечений при переносе острия отсчитываются от нового острия, а не от торца остряка.
Профиль головки остряка, полученный после переноса острия остряка, представлен на рисунке 15.
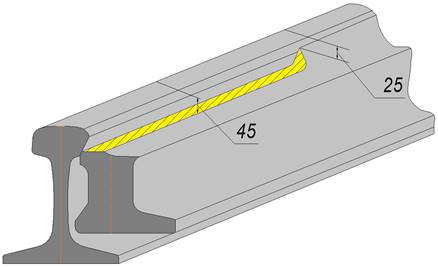
Рисунок 15. Профиль головки остряка, полученный после переноса острия остряка
6. Периодичность работ по осмотру и измерению износа стрелочных переводов.
При определении периодичности работ по осмотру и измерению параметров износа руководствоваться разделом 4.2 «Инструкции по текущему содержанию железнодорожного пути» от 14.11.2016 № 2288.
7. Требования по технике безопасности при производстве работ по шлифовке.
Шлифовка выполняется в технологические «окна» с закрытием стрелочного перевода для движения. В журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети (ДУ-46) делается запись в соответствии с требованиями «Инструкции по обеспечению безопасности движения поездов при производстве путевых работ» от 14.12.2016 № 2540.
Остряк отводится от рамного рельса и между ними устанавливается деревянный вкладыш.
К работе по шлифовке допускаются только предварительно обученный персонал, имеющий свидетельство на право выполнения данных работ.
Персонал должен быть обеспечен брезентовыми куртками, брюками, рукавицами, кожаной обувью с металлическим носком, предохранительными очками (масками или щитками), респиратором.
Перед установкой на станок тщательно осмотреть и аккуратно обстучать деревянным молотком новый шлифовальный круг. Неповрежденный круг должен издавать чистый звук.
ЗАПРЕЩАЕТСЯ эксплуатировать абразивный круг, имеющий:
- механические повреждения (выколы, трещины);
- на рабочей поверхности значительное количество вкраплений продуктов шлифовки («засаленный» круг);
- превышение посадочного диаметра круга над диаметром посадочного места на шпинделе или втулке более чем на 1,2 мм;
- износ более допустимого.
После установки нового шлифовального круга станок запускается вхолостую на время не менее 5 минут. Запрещается эксплуатировать абразивный круг, имеющий биение.
Перед началом работ обеспечить в течение не менее 2 минут вращение круга вхолостую на максимальных оборотах.
Запрещается использовать абразивный круг не по назначению (для шлифовки дерева, цветных металлов и сплавов на их основе).
8. Перечень оборудования для контроля параметров износа рельсовых элементов стрелочных переводов.
- рулетка измерительная металлическая типа РС-10, с длиной шкалы 10 м, ценой деления 1,0 мм, 2-го класса точности, ГОСТ 7502-98;
- линейка измерительная металлическая с пределом измерений 1000 мм с ценой деления 1 мм, ГОСТ 427-75;
- штангенциркуль путевой ПШВ, ТУ 3933-002-60632410-2012;
- шаблон путевой тип ЦУП-1, модели 08809, ТУ2-00221190-023-95;
- шаблон универсальный КОР модели 00316, ТУ 3936-072-00221190-2002;
- скоба для измерения износа головки рельса модели 08601, ТУ 4389-027-00221190-96;
- приспособление для контроля глубины поверхностных дефектов рельсов модели 82904, ТУ 3936-071-00221190-2002.
9. Общий вид применяемых отраслевых средств измерений и механизмов.
9.1. Средства измерения
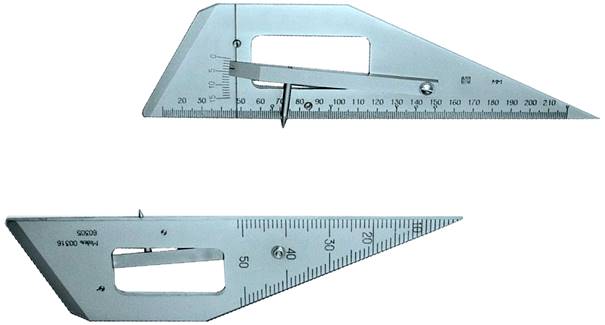
Рисунок 16. Шаблон универсальный КОР модели 00316
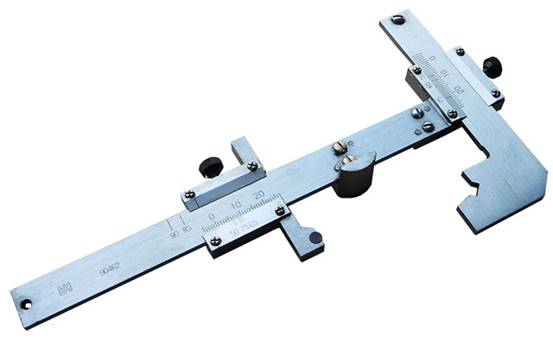
Рисунок 18. Скоба для измерения износа рельсов модели 08601

Рисунок 19. Шаблон путевой модель 08809

Рисунок 20. Линейка металлическая 1000 мм
Рисунок 21. Приспособления для контроля глубины поверхностных дефектов рельсов модели 82904 (линейка Шестопалова)

Рисунок 22. Рулетка измерительная металлическая
11. Нормативные документы
- Инструкция по устранению возникающих при эксплуатации дефектов остряков стрелочных переводов шлифовкой в пути. Утверждена Г.Ф.Верховых от 18.09.2017 № 1962/р.
- Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 № 2540р.
- Инструкция по сигнализации на железных дорогах Российской Федерации (приложение № 7 к Правилам технической эксплуатации железных дорог Российской Федерации, утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по движению поездов и маневровой работе на железнодорожном транспорте Российской Федерации (приложение № 8 к Правилам технической эксплуатации железных дорог Российской Федерации,утверждённым приказом Министерства транспорта Российской Федерации от 21 декабря 2010 г. № 286).
- Инструкция по охране труда для монтера пути ОАО «РЖД» ИОТ РЖД-4100612-ЦП-035-2017. Утверждена распоряжением от 09.01.2018 № 5р.
- Положение о проведении аттестации работников, производственная деятельность которых связана с движением поездов и маневровой работой на железнодорожных путях общего пользования ОАО «РЖД», утвержденное распоряжением ОАО «РЖД» от 17.01.2015 № 66р.
- Типовые нормы бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением. Утверждены приказом Минздравсоцразвития России от 22.10.2008 № 582н, зарегистрированы Минюстом России 12.11.2008 № 12624.
- Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 № 255р.
- Правила по безопасному нахождению работников ОАО «РЖД» на железнодорожных путях. Утверждены распоряжением от 24.12.2012 № 2665р (В ред. Распоряжение ОАО «РЖД» от 04.02.2015 № 235р).
- ГОСТ Р 51685-2013. Национальный стандарт Российской Федерации. Рельсы железнодорожные. Общие технические условия (утвержден и введен в действие Приказом Росстандарта от 14.10.2013 № 1155-ст), (ред. от 24.02.2016).
- ГОСТ 33535-2015. Межгосударственный стандарт. Соединения и пересечения железнодорожных путей. Технические условия (введен в действие Приказом Росстандарта от 29.10.2015 № 1663-ст).